Lack- und Hochglanzschliff
Lackschliff
Ein Trend ist unverkennbar – geringe Auftragsmengen und möglichst lösungsmittelfreie Beizen und Lacke. Für die Oberflächenveredelung werden deshalb mehr und mehr UV-Lacke mit hohem Festkörperanteil, Lacke auf Wasserbasis, Wachse und lösungsmittelarme Beizen eingesetzt. Auftragsmengen mit weit unter 10 g/m2 sind heute keine Seltenheit mehr.
Die Heesemann Schleifmaschinentechnik trägt diesen Entwicklungen zukunftssicher Rechnung:
- Die stufenlose Druckregelung der einzelnen Druckelemente im CSD®-Magnetdruckbalken ermöglicht es, die gefährdeten Seiten-, Vorder- und Hinterkanten intensiv, aber schonend zu schleifen.
- Der elastische Druckbalken gleicht Toleranzen von bis zu 2 mm in der Werkstückdicke innerhalb eines Werkstückes oder zwischen mehreren Werkstücken optimal aus ohne dass Werkstücke durchgeschliffen werden.
- Die ineinander verzahnten Druckschuhe schaffen weiche Übergänge auf der Oberfläche und vermeiden Streifenbildungen.
- Breite Druckbalken führen zu einem gleichmäßigen und flächigen Schleifangriff.
- Die frequenzgesteuerten Antriebe der Schleifbänder haben einen großen Regelbereich, so dass die Bandgeschwindigkeit stufenlos auf die jeweiligen Lacke und Beizen angepasst werden kann.
- Mit Servomotoren sind sogar minimale Schleifbandgeschwindigkeiten von 0,1 m/s möglich, natürlich bei voller Schleifleistung.
- Heesemann bietet ein breites Sortiment an Strukturierbürsten und Glättbürsten für spezielle Finisheffekte.
- Die gründliche Schleifbandreinigung verhindert effektiv Schleifspuren durch anhaftenden Staub.
- Verschiedene Schnittstellen erlauben das Einbinden der Maschinen in übergeordnete Straßensteuerungen.
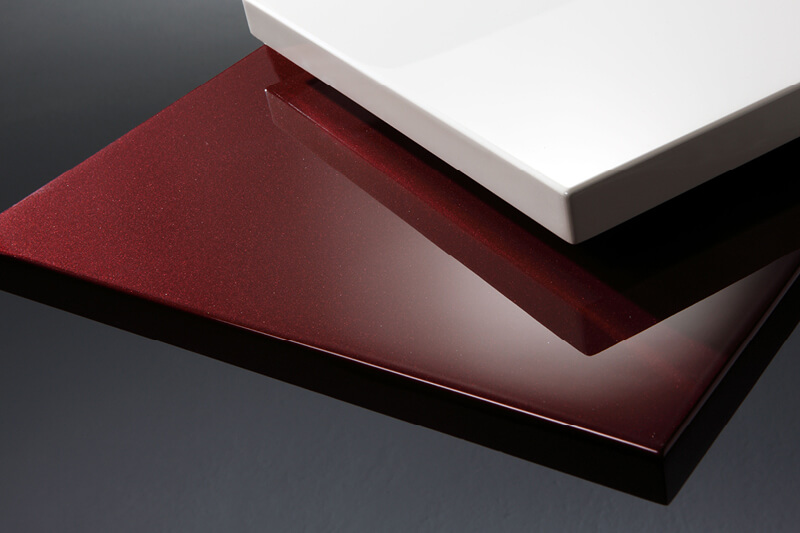
Hochglanzschliff
Für Hochglanzflächen hat sich nach wie vor die Kombination aus Quer- und Längsbändern bewährt. Heesemann setzt hier Kreuzschleifautomaten ein, mit denen selbst bei feinen Körnungen ein gleichmäßiger Materialabbau erfolgt und durch den Kreuzschliff ein gutes Flächenbild erzielt wird. Mit dieser Technologie wird eine gleichmäßig plane Oberfläche erzielt.
Hochglanz-Produktion mit Maschinenvariante Q/L/Q/Q
Beim Arbeiten mit einer Maschine mit 3 Quer- und 1 Längsschleifaggregat sind für die Bearbeitung von Roh-MDF bis zum fertigen Produkt 3 bis 4 Durchläufe durch die Maschine erforderlich, wenn bis zu einer Körnung von 600 oder 800 geschliffen wird. Falls melaminbeschichtetes MDF Material verwendet wird, könnte der erste Arbeitsschritt eingespart werden. Der besondere Vorteil einer Maschine mit 4 Aggregaten liegt darin, dass zwischen den Lackiervorgängen nicht mehr als ein Durchlauf durch die Maschine notwendig ist.
1. Durchlauf durch die Maschine
Falls erforderlich (abhängig von der Dickentoleranz der Rohware) Kalibrieren mit aktivierter Kalibrierumlenkwalze und Körnung 120. Die Queraggregate schleifen im selben Durchlauf mit Körnung 180 und 240 – so ist das Werkstück in einem Durchlauf lackierfertig kalibriert und geschliffen.
2. Durchlauf durch die Maschine
Schleifen des aufgetragenen Isolier- und Füllgrunds z. B. mit Körnung 320, 360 und 400 mit einer Aggregatefolge Quer / Längs / Quer.
3. Durchlauf durch die Maschine
Nach dem Auftragen von Grundlack:
Lackschleifen mit allen 4 Aggregaten mit Körnungen 320 oder 360 auf dem ersten Queraggregat, 400 auf dem Längsschleifaggregat, 500 auf dem zweiten Querschleifaggregat und 600 auf dem dritten Querschleifaggregat. Für Endkörnung 800 empfiehlt sich das Arbeiten mit 360/400/600/800.Wenn bereits in diesem Stadium ein Decklack als zu polierendes Medium eingesetzt wird, könnte direkt vor dem Poliervorgang eine Kornfolge von 600/800/1000/1200 verwendet werden.
4. Durchlauf durch die Maschine
Je nach Art des verwendeten Decklacks und der gewünschten Endqualität könnte der Decklack entweder nur noch poliert oder zusätzlich vor dem Polieren noch mit Körnung 1200 und 1500 geschliffen werden.